
C9 1/2などは,ピントダイアルとカウンターが標準装備のようですがミューロンの場合はありません。目視の場合はさほど気になりませんが,写真撮影の場合ピントの山を見つけてそこに合わせるのに目盛り盤は必需品です。
単にピント合わせの為なら360度の目盛り盤にインデックスをつけただけでもいいのですが,全ピント調節幅のどこで見ているのか(球面収差最小位置を探す場合などに必要)把握するためハンドル1回転でカウンタが1つあがる表示装置を作って見ました。
なお,μ210の場合,ピントノブ1回転でピント位置は18mm移動します。したがって360度の目盛りをつけると1度あたりピント位置は0.05mm移動する勘定になります。なお,ノブは14回転しますのでピント位置は約250mm移動することになります。

これでずっと使っていたのですが,ピントノブの径が28mmのため微妙なピント合わせで力が入って機器が揺れ,ピント合せしにくい感じでした。(モーター駆動にすればいいのかも知れません。)
そこで現在は左上の写真のように大きなハンドルにさらに改造してあり,大変使いやすくなりました。
このページでは,この構造を簡単にご紹介したいと思います。

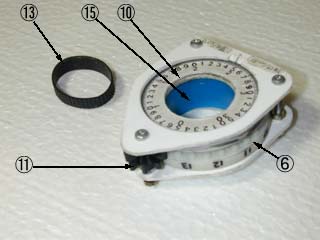
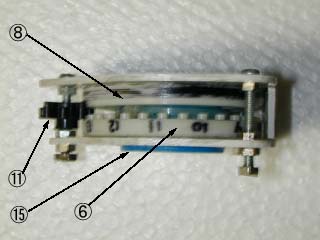
→中心の青い部品⑮は,
水道用シールテープの芯の部分。ここに360度分度器を貼り付け,この円筒部に1/12ギア⑧が固定してあり,これが1回転すれば小ギア⑪が1歯回転し大ギア⑥が1コマ進む構造です。ギア⑥の側面には1から14の数字が書いてあり,枠①②の間の上面に設けた窓③からこの数字が見えます。

→右は,ボール盤で大ハンドルにピントノブの径(φ28)の穴をあける加工をしているところ。回転中心に穴をあけるには,ワークをチャックして回転させ,刃物(ドリル)を回転中心に固定して穴あけする。(旋盤加工の要領)


M3小ねじと⑤その先端につけたM3ナット④で取付け高さを調整してから瞬間接着剤でミューロン本体に固定する。
大ハンドルをピントノブ⑭に固定する。
→このとき,大ハンドルのせいで360°目盛り⑩が見にくくなったので右のような角度表示を大ハンドルに取り付けました。
